Диспетчеризація та управління
обладнанням складом СГП-1
Призначення системи управління
- автоматизование оперативне управління і контроль складу готової продукції №1 (СГП-1) в автоматичному зблокованому, місцевому зблокованому і ручному (місцевому не зблокованому) режимах управління;
- забезпечення обслуговуючого персоналу своєчасної та достовірної інформацією про стан об’єктів та механізмів автоматизації;
- своєчасне інформування обслуговуючого персоналу комплексу про несправності в системі з їх деталізацією;
- ретроспективний аналіз роботи автоматизованого комплексу;
- переобладнання релейних схем управління конвеєрами на управління з частотним регулюванням;
- ведення бази даних параметрів обліку в обсязі, достатньому для обчислення узагальнених показників роботи складу СГП-1;
- обробки, зберігання, відображення і документування інформації.
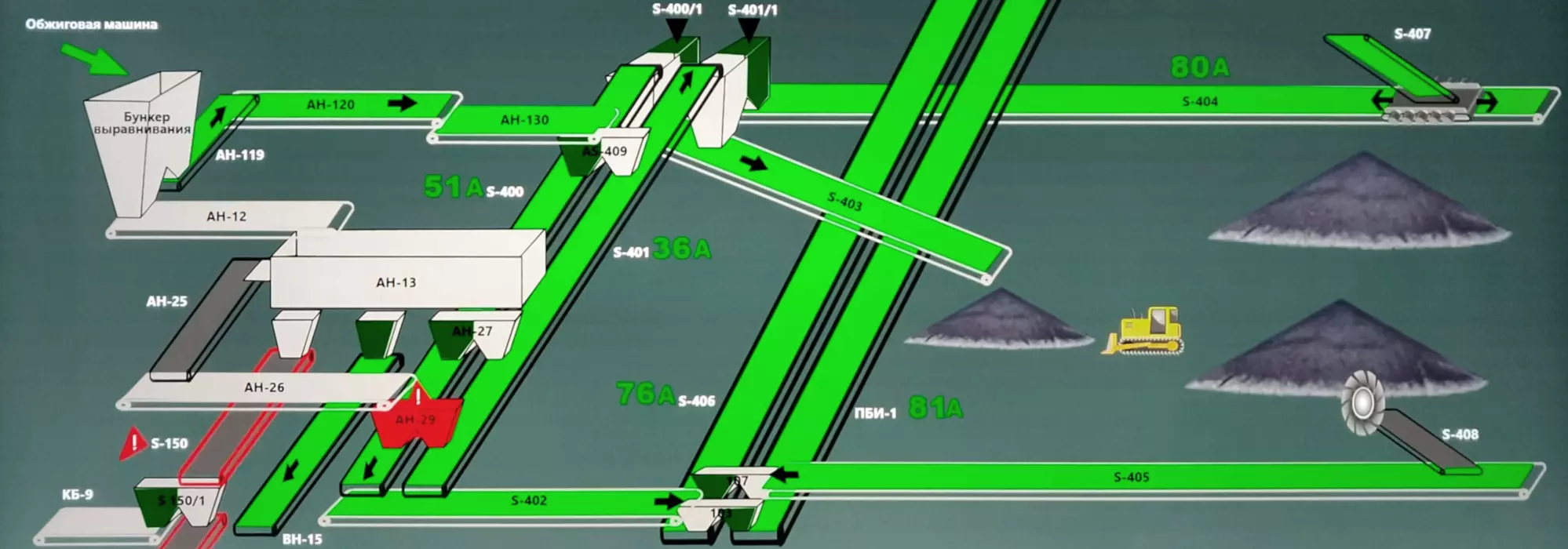
SKADA (МНЕМОСХЕМА)


Режими роботи системи управління
Система забезпечує управління роботою всіх механізмів складу СГП-1 в трьох режимах:
- Місцевому (управління проводиться за допомогою пристроїв, розташованих в зоні видимості механізму);
- Місцевому зблокованому (управління проводиться за допомогою пристроїв, розташованих в зоні видимості механізму, але з виконанням всіх блокувальних залежностей);
- Централізованому зблокованому (управління механізмами здійснюється оператором АСУ СГП-1 і автоматично системою з виконанням всіх блокувальних залежностей).
автоматизоване управління технологічною лінією складу здійснює:
- обирання механізмів СГП-1 в роботу, тобто здійснена операція набору потрібних механізмів
- подачу попереджувального звукового та світлового сигналу перед запуском устаткування в роботу;
- запуск конвеєрів послідовно в напрямку, протилежному потоку готової продукції (починаючи з останнього конвеєра, рахуючи від місця завантаження) з дотриманням всіх блокувальних залежностей;
- зупинку всіх механізмів СГП-1 в зворотному порядку щодо пуску.
- формування відповідних тимчасових затримок для забезпечення технології робіт при пуску і зупинці механізмів (зганяння матеріалу);
- автоматичну зупинку всіх механізмів, що передують по потоку готової продукції, в разі зупинки будь-якого з механізмів потоку №3;
- автоматичний перехід з режиму «навантаження» на режим «на склад» з дотриманням часових витягів на зупинку і пуск обладнання потоку №3 і потоку №4;
- видача блокування в схему обпалювальної машини АН-1 при аварійній зупинці СГП-1;
- автоматичне відключення обладнання потоку при виникненні аварійних ситуацій;
- блокування повторного включення обладнання до ліквідації аварійної ситуації;
- блокування дистанційного пуску обладнання при проведенні робіт з даними обладнанням (ремонт, профілактичні огляди і т.п.) для забезпечення безпечної роботи персоналу;
- для вузлів технологічної лінії, що мають резервування свого обладнання, автоматичний пуск резервного устаткування при виході з ладу основного;
- при отриманні аварійних ситуацій конкретизувати місце аварії (місце пориву стрічки, місце загоряння і т.п.).

Впровадження системи керування забезпечує:
- підвищення техніко-економічних показників роботи обладнання за рахунок зниження часу виявлення причин зупинки агрегатів і позапланових простоїв обладнання;
- збільшення міжремонтних інтервалів основного обладнання за рахунок контролю і аналізу роботи технологічного обладнання, виявлення відхилення в роботі і своєчасного планування регламентних робіт (технічне обслуговування, планові ремонти);
- автоматизація робочих місць операторів, спеціалістів і керівників СГП-1, з виведенням на екрани комп’ютерів мнемосхеми технологічного процесу, журналу реєстрації аварійних і попереджувальних повідомлень;
- автоматичний / дистанційний «пуск» і «зупинка» агрегатів складу СГП-1, з контролем передпусковий світлової та звукової сигналізації;
- підвищення безпеки технологічного і обслуговуючого персоналу в наслідок віддаленого контролю параметрів роботи обладнання при встановленні датчиків в небезпечних зонах або безпосередній близькості з ними.
