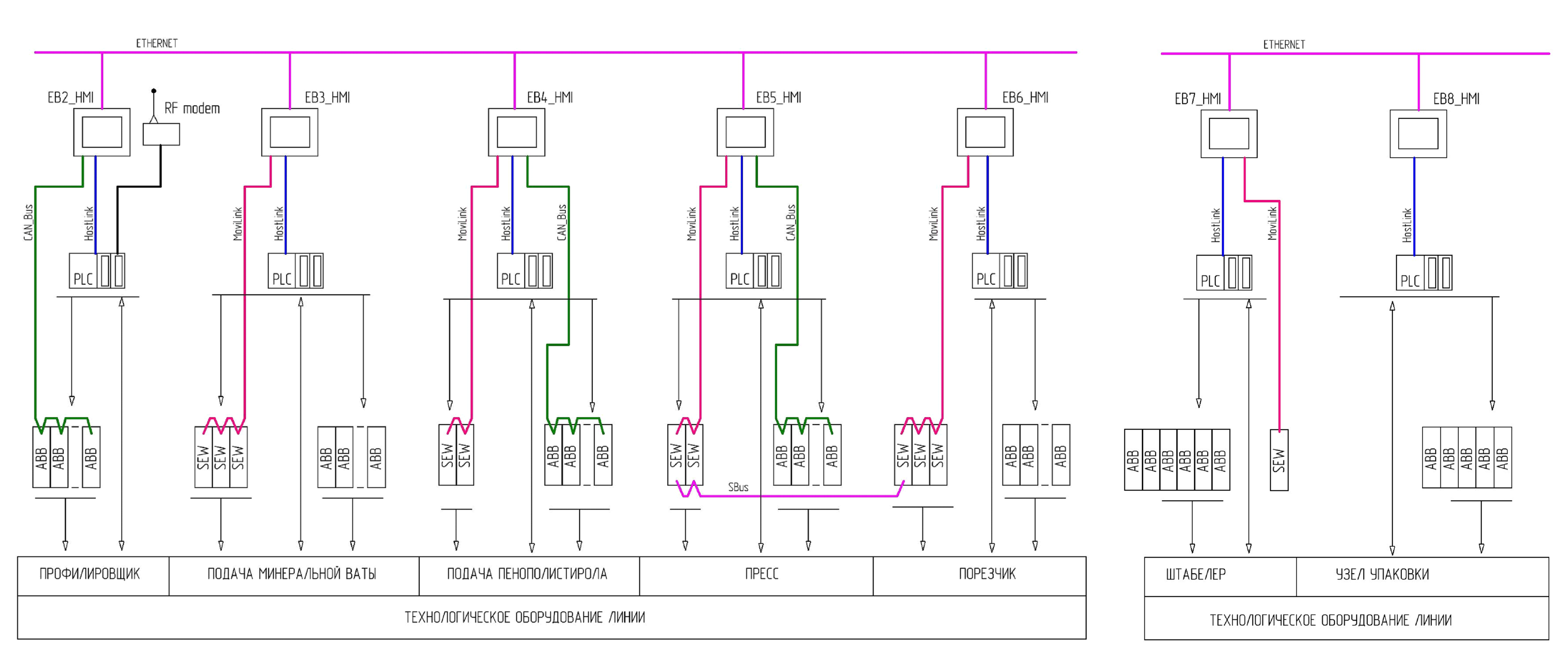
Система керування технологічною ділянкою є складною, багаторівневою системою. Особливістю даного рішення є застосування обладнання різних виробників і, як наслідок, необхідність узгодження різних протоколів обміну даними. Устаткування лінії управляється за допомогою ПЛК фірми OMRON. У якості людино-машинного інтерфейсу (HMI) використовуються сенсорні термінали.